新闻资讯
热销产品




咨询热线:
13951770588
电话: 18913397620
地址: 南京市江宁区禄口街道成功村铺方路
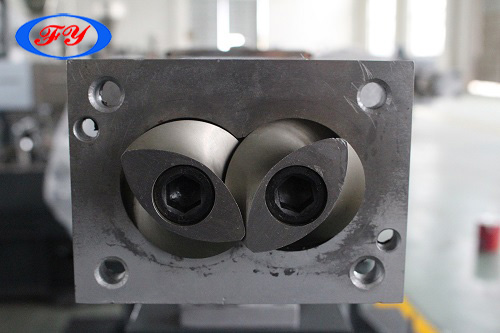
双螺杆造粒机:开机前需要准备什么,操作流程了解一下!
在前面的文章中,小编已经为大家介绍了关于双螺杆挤出机和双阶挤出机的相关知识,比如它们的操作流程和注意事项等,大家还有印象吧,接下来小编就要给大家介绍双螺杆造粒机了,该设备主要用于橡塑和工程树脂的填充、共混、改性、增加、氯化、聚丙烯和高吸水性树脂的加工。该设备的减速和双螺杆传动在同一箱体之内,外形尺寸紧凑。采用装有剪切销的安全联轴器,可以保护螺杆和传动箱不因超负荷而损坏。介绍了这么多,大家知道这个双螺杆造粒机在开机前需要做什么准备吗?开机的操作流程是怎样的?下面就随小编一起来了解一下吧。

双螺杆造粒机的开机准备:
1、电气配线是否准确,有无松动现象。
2、用兆欧表测量电动机,铸铝加热器的绝缘电阻不得小于0.5MΩ。
3、各热电偶、熔体传感器等检测元件安装是否良好。
5、检查润滑系统:
(1)向齿轮传动箱内加润滑油至油标指示油位。
(2)检查油循环系统和各点供油状况。点转油泵转向正确无误后,开启油泵,压力继电器设定在保护压力低于0.08Mpa报警,再检查和调整各供油点的油量和喷油状况。
6、检查所有上下水管、油管,均应畅通,无泄漏,各控制阀门均应调节灵便。
7、手动盘车安全联轴器,检查传动系统和螺杆等运动部位,无异常声音为合格。盘车方向从机头看,螺杆转向为顺时针,螺杆旋转不少于三圈。
8、主机螺杆筒体组合构型是否适合于将要加工的物料品种,若明显不适合,则应进行重新组合调整。
9、清理储料仓及料斗,确认无杂质异物后,将物料加满储料仓,启动自动上料机。当料斗中物料达到预定料位后上料机将自动停止上料。各种计量加料装置,应按工艺要求进行现场标定,给出各加料装置的供料曲线,并商定试车方案。

双螺杆造粒机的开机操作流程:
1、将A、B开关推上启动。
2、将加热控制开关推上启动。
3、将电磁阀开关推上启动。
4、预热升温。按工艺要求设定各区段加热温度值,当各区段加热温度达到设定值后,持续恒温20-30分钟,再检查各区段温控表和各区段冷却管道电磁阀是否正常。
5、启动润滑油泵开关,观察主机尾部油压表,应在0.1-0.2MPa。(始终保持0.1-0.2MPa,低于0.05MPa以下应立即停机检查油路、油泵、油泵电机和线路)
6、打开润滑油泵、冷却水、切粒机等开关。
7、手动盘车主机,转动三圈,无异常情况后,再启动主电机控制系统后,顺时针转动主机调速旋钮,缓慢提高螺杆转速。螺杆空转时转速不得高于30-40r/min,时间短于2分钟,并检查机器运转情况以及空载电流是否正常。

8、主机运转若无异常,即可开始加料,要以尽量低的转速开始喂料。待机头有物料排出再逐渐缓慢地提高螺杆转速和双腕喂料机转速。升速时应待电流回落平稳后再升喂料机转速,使喂料机与主机转速相匹,并及时调整切粒速度,使生产出的粒子符合要求。
9、软水冷却循环系统。各段筒体冷却管路装有手动截流阀及电磁阀,前者控制软水流量,后者与温控仪表联动自动控制软水通断。加料段筒体只装有手动截流阀,对于在加料口无熔融积料倾向的物料,此段冷却亦可不开。
10、对于排气操作一般应在主机进入稳定运转状态后,再启动真空泵。从排气口观察螺槽中物料塑化充满情况,若正常即可打开真空管路阀门,将真空度控制在≤0.06MPa,若排气口有“冒料”现象,可通过调节主机与喂料机螺杆转速,以及改变螺杆组合构型等来消除。
11、试车后退回到50%-80%负荷试生产48小时,使所有运动部位经过“磨合”后再投入正常生产。
关于双螺杆造粒机的开机准备和开机操作流程就是以上这些内容了,大家可以了解一下,有不清楚的地方可以咨询我们,我们将为大家解答。
