新闻资讯
热销产品




咨询热线:
13951770588
电话: 18913397620
地址: 南京市江宁区禄口街道成功村铺方路
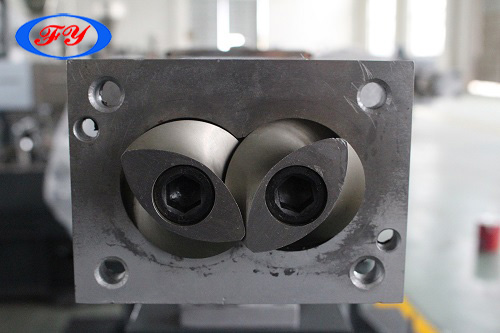
盛驰橡塑为大家介绍双螺杆挤出机的操作规程及螺杆间隙调整的方法
为生产出高质量的产品,我们需要有熟悉工艺过程者严格地按操作规程操作双螺杆挤出机,这样以便在试车过程中发生意外时采取措施,防止事故发生,下面,小编就为大家简单介绍一下双螺杆挤出机的操作规程及间隙的调整,希望对大家有所帮助。

双螺杆挤出机的操作规程:
1、原料准备好加入料斗后,依次序打开“油泵”、“主机”、“喂料”电源,将“主机调速调”至“100”RPM,观察各部件是否正常工作,电流显示是否正常,螺杆有无异响。
正常后将“喂料调速”调至“10”RPM,观察喂料系统是否正常,正常后再分别将“主机调速”和“喂料调速”调至相应产品的工艺要求值,根据需要从玻纤口加入相应的玻纤。打开各辅机:“切粒机”,“振动筛”,“吹干机”等。
2、当口模出料后,打开真空泵。料条均匀且塑化良好时进行拉条切粒。塑化程度的判断需凭经验,一般可根据挤出物料的外观来判断,即表面有光泽、无杂质、无发泡、焦料和变色。若塑化不良则可适当调整螺杆转速、机筒和机头温度,直至达到要求。如果切粒时长条,边粒,并粒,粉末,水分等过多,需对过水量进行调节。
3、在挤出生产过程中,应按工艺要求定期检查各种工艺参数是否正常,并填写工艺记录单。如果料筒局部温度有偏高15℃以上时需要打开水泵电源,并将偏高区的手动阀门打开至合适程度。
4、按质量检验标准检查产品的质量,发现问题及时采取解决措施并通知关技术人员。

螺杆间隙的调整:
1、螺杆的安装与拆卸
安装螺杆时,须把挤出机机筒转到边部,把螺杆1和螺杆2同时推倒机筒里去,再把机筒转到工作位置紧好,稍微转动螺杆,使螺杆花键位置与传动轴上的花键一致并同心,把联接套进去,固定安装。
螺杆的拆卸,在基本排空机内的物料后,切断电源,卸下机头和机头联接体,打开在机身前端,手轮右边的进气球阀,使机筒支撑住下端充气,然后将联接套后退与螺杆花键脱落,打开紧固装置,转动手轮使机筒前移至一定位置把挤出机机筒转到边部,用铜棒在机筒前端击螺杆,将螺杆拆除。

2、螺杆间隙的调整
把二根螺杆推到机筒里,再把机筒转到工作位置,锁紧,把二根螺杆向前推足,以螺杆与机筒间隙为零的一根为准,然后作为基准的螺杆后退,使之与机筒的间隙为0.1mm。
此时,螺杆与传动轴之间的间隙即为需要的调整垫片的厚度,以调整好位置的的一根为基准,轴向移动另一根螺杆,测量出二根螺杆之间的轴向间隙,调整第二根螺杆的中间间隙位置,测量出螺杆与传动轴之间的间隙,此时的间隙即为第二根螺杆需要调整垫片的厚度。
装好调整片后退的第二根螺杆,测量它与机筒的间隙必须在0.1mm~0.15mm之间,不然必须再调整的一根螺杆与机筒的间隙,总之必须保证二根螺杆间的中间间隙位置同时与机筒的间隙在0.1mm~0.15mm之间。全部调整好后,可装好调节垫片,并把联接套就位。
